
CASA MINIPACK RAS-FM 76 Modular Systems Instruction Manual

TECIIN ICAL PLATE
USE AND MAINTENANCE INSTRUCTIONS
- 1.1) assemble the trolley (refer to the leaflet of the machine or per enclosed schema). Put the machine onto the trolley and fit the roll support onto the machine inserting into the sliding bars.
- 1.2) MAINS CONNECTION Make sure that the socket has a good earth. Check that the voltage (V) and power (W) available, correspond to the data indicated on the plate fitted on the back of the equipment (see also fisci mile hereunder) .Supply V. 220/240 + earth Max. power when starting up kw.3.3 (FM 75 2.3). Average Power Consumption kw/hour 1, 9 ( F M 75 1, 2)WARNING: Machines must be earthed. (Should the socket’s wiring have not earth, connect the yellow/green wire to a good exterior earth.)
- 1.3 ) START-UP. When switch is in position (1), machine seals online start-up time is needed. Position (2) is sealing + shrink in one operation. Before using the machine on No. 2 allow it to heat up for about 5-7 minutes until thermostat light goes out
- 1.4 ) HEATING TEMPERATURE. When the machine’s thermostat is visible, adjust it until it is at preset 200 / 250° ( normally at the maximum).( When the thermostat is not visible, it has already been adjusted and i t i s in the optimum position ) .
- 1.5 ) SE ALI NG. Set the sealing blade impulse timer on positions 7 to 10 f or the first 10/ 20 packages. The timer should subsequently be lowered to position 3 to 5 or more in order to have a minimum temperature suitable for cutting and sealing the film adequately. The above o operation enables good quality sealing and prolongs life of the sealing blades.
IMPORTANT INSTRUCTIONS
- 2.1 ) Ensure the sealing blade is cleaned with the appropriate brush provided and lubricated with the silicon spray, once work is over or during work when necessary.
- 2.2) The machine should always be cleaned once work is over ( including the inside of the transparent chimer ) .
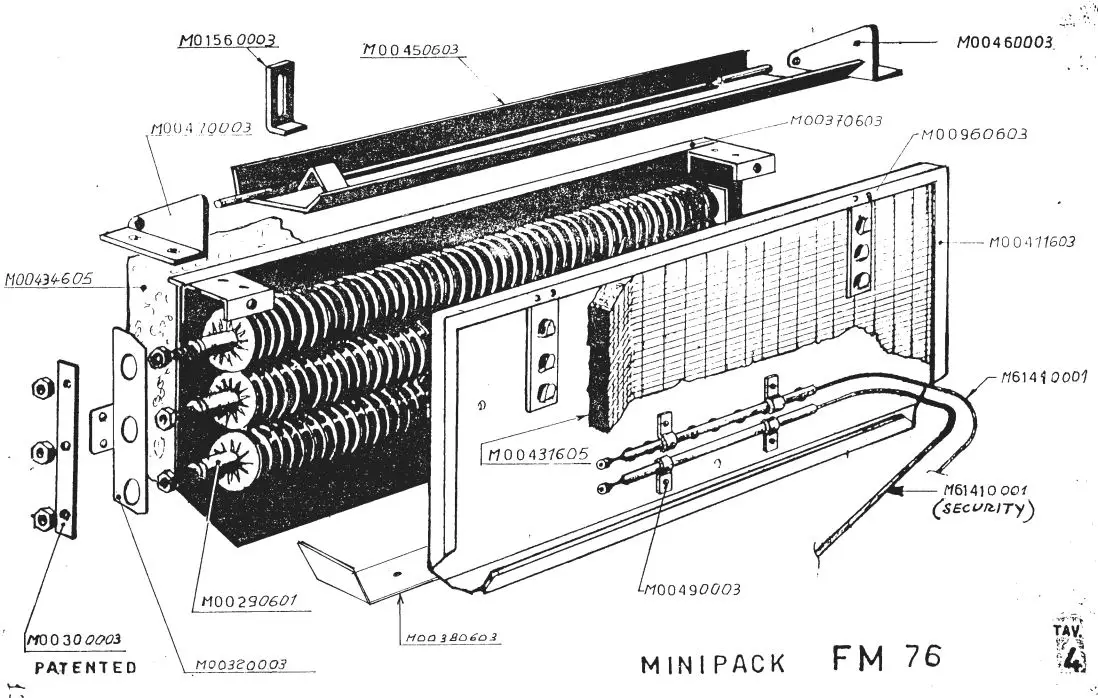
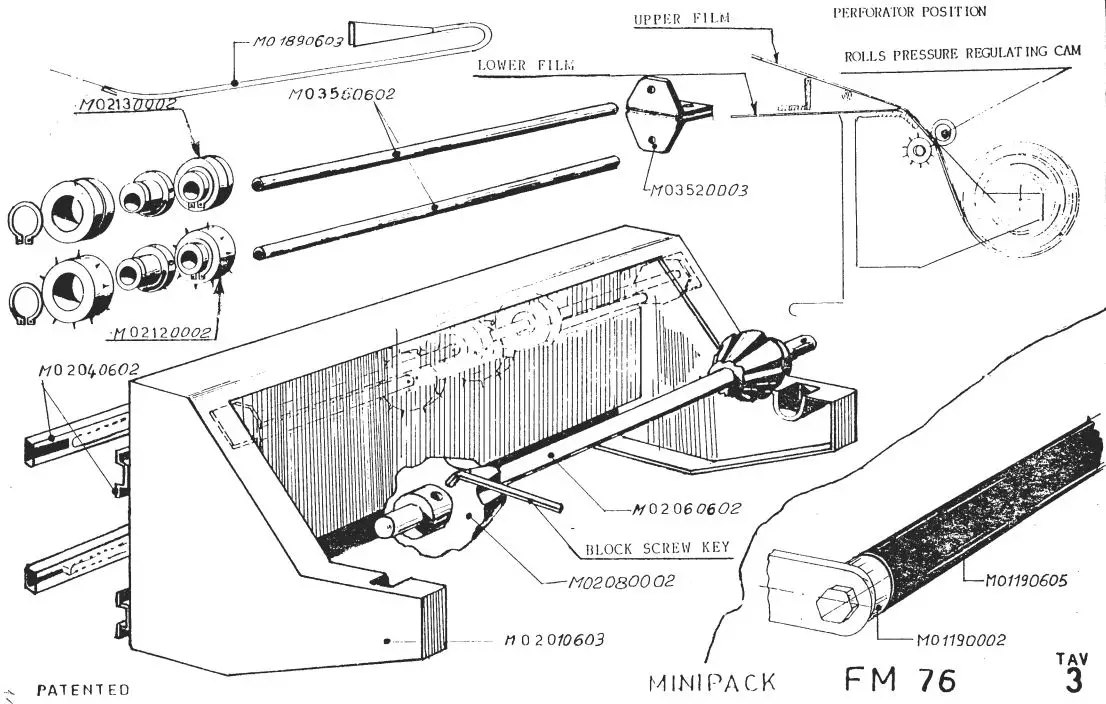
- 2.3) ensure that the machine and all moving parts are in good running order. If necessary, lubricate all moving parts that do not ~me into contact with the heat with mineral oil. When necessary, labra cate the pivot pins of the valve (See table No. 4 FM/75 0044- FM 76 0045) with a drop of oil or silicon.
- 2.4) Make sure that the blade contact pad and its fiber glass/P.T.F.E cover are in a good condition. The exterior P.T.F.E (the thinner one) must be removed when it begins to burn and this should be done before the thicker P.T.F.E. (attached to the pad) begins to burn. Just remove thin self-adhesive P.T.F.E. and replace it with another after having cleaned the thick P.T.F.E.
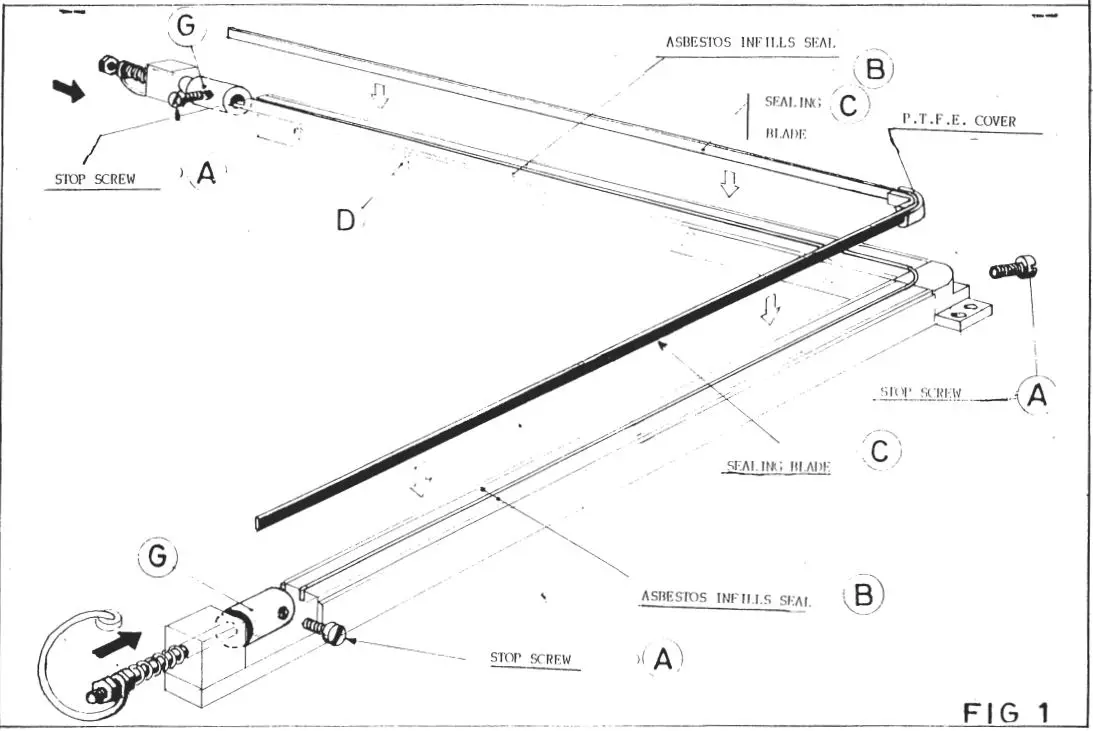
- 2.5) Sealing blade replacement. Follow the instructions indicated in Table No. l. Compress the pistons (G) before locking the sealing blade with the screws (A).
- 2.6) The machine is equipped with two thermostats and one alarm-bell. The first thermostat can be set with the handle placed outside on the back of the working plate, and is the working one in the normal conditions. The second one (security) is placed inside of the body of the machine and it starts to work only when the first has broken. If that happened, one alarm-bell starts ringing and it will continue till the broken thermostat is replaced. This replacement must be done immediately for avoiding possible big damages to the machine.
N.B. Clean the blade groove before introducing the new blade, taking care not to ruin the groove itself . To do this, use a piece of worn sealing blade after having cut the blade perfectly straight so that it can be used as a knife .
POSSIBLE FAULTS
- 3.1) – Sealing
– If the machine does not seal the film or seals it badly, the possible causes could be as follows:
– No voltage at the terminals ( G)– Voltage or current too low.– Sealing timer can be out of order (when set time is up a click should be heard).– Timer socket inside electric panel might be disconnected.-Sealing blades could have a bad contact with low tension current (Terminals (G) and screws (A): see fig. (l) . )– The sealing blade disconnected or broken .– Rubber and P.T.F.E. blade con tact pad could be worn or have bad contact with blade. (See Table ( 1) Draw ng FM ‘h 0 l40 FM 76 0140)– For the other faults, check the electrical equipment inside the machine as indicated on Table (5), using the wiring diagram as a guide .
- 3.2) – Heating Unit –
If it does not heat up the possible causes could be as follows:
– False contacts in the heating element (check after the electricity is switched off).-Burning of element or e laments (See Table 4).– Thermostat out of order or set too low.– Motor fans out of order – Voltage sunnily too low.
- 4 .1) Diagrams of the machine’s electrical and mechanical components are attached. They indicate the position of the various components in a clear and simple manner thus representing an accurate guide for the maintenance engineer.
- 4 . 2) If the alarm-bell starts ringing that means that the first thermostat became broken. Wither the adjustable thermostat cannot be replaced immediately, the machine can be carefully used taking care to switch out it if is not working for more than 5 minutes
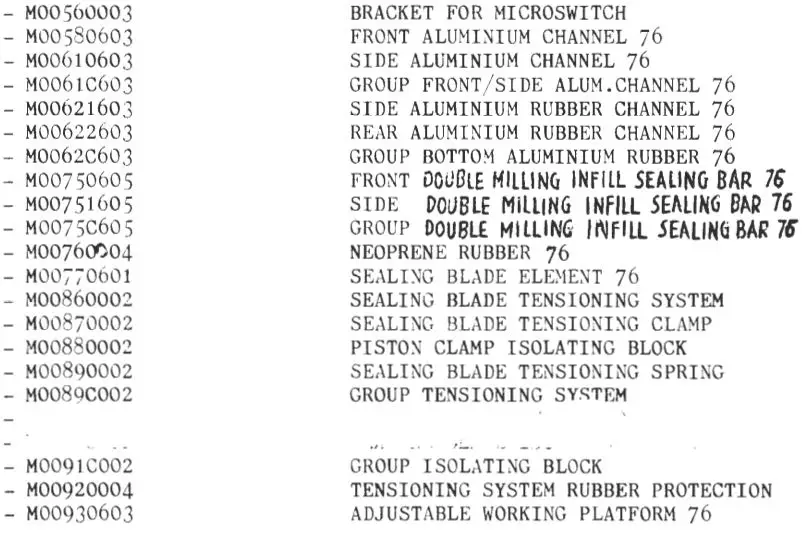
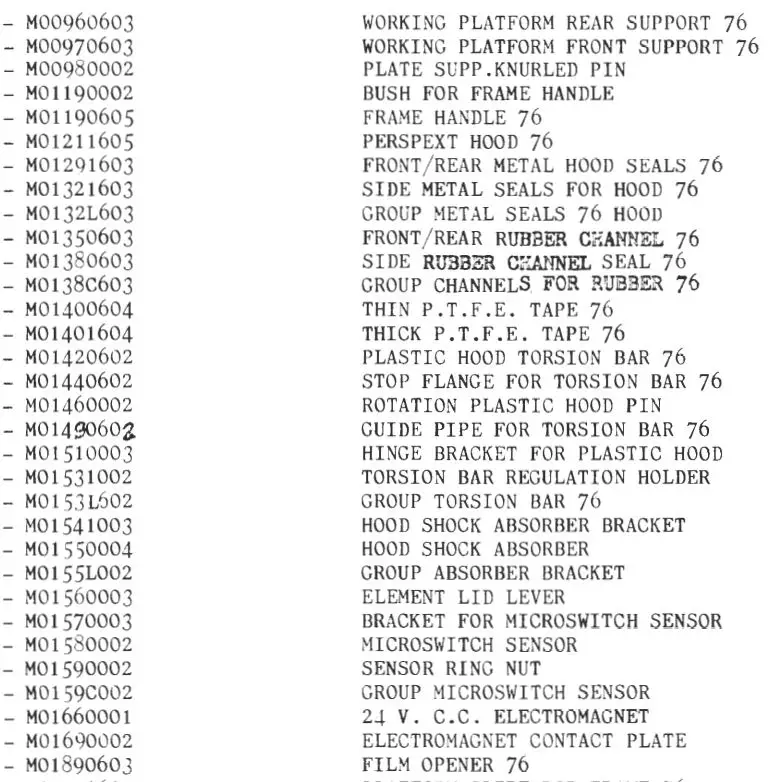
- 4.3) Should a damaged part have to be replaced, please contact our customer service department (address is indicated on the first page of the instruction handbook). In order to assist in replacing a part the following information should be provided:
-Type of machine (i.e. RAS FM 75 or 76 )– Date of construction– Serial No. (which is embossed on the right side of the working plate )– Code No . of part requested.
FEATURES OF THE MINIPACK SYSTEM
- 5.1) The r-1inipack is a patented wrapping machine. It enables sealing and shrinking in one operation without the need of tunnel. The films must be of a shrinkable, cent refolded PVC.(The film thickness ranges from 15 to 40 micron. The necessary equipment for sealing and shrinking is contained in the unit, and works at the same time . The machine can also be used as an L sealer (Main switch in No. 1 position) and it can seal any type of plastic sealable film when shrinking is not necessary
HOW THIS MACHINE WORKS:
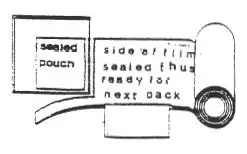
- 5.2) Sealing is done on impulse . The film is melted by the heat of the sealing blade for a set time and when pressed between the sealing blade and the P.T.F . E. The pressure and the heat cut the film and seal the two sheets of film together.
In this way we have a completely sealed pouch inside the sealing frame and the film on the working plate is sealed only vertically to allow the loading of the next products.
THE MACHINE WORKS IN 2 WAYS:
5.3) Just sealing or sealing and shrinking. For sealing only set main switch in position flor shrinking set main switch in position 2 and wait for 5 minutes until thermostat light goes out.(Orange light)
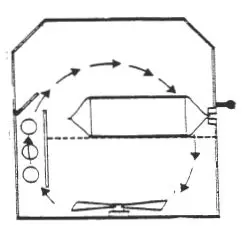
SHRINKING:
5 . 4) Seal has been obtained by closing the plastic chamber. This operation , if the main switch is on No.2 (for at least 5 mins ) produces another complementary effect: rotates motor fans and moves a valve that opens a hot air chamber, the air circulates rapidly around the bags causing them to shrink. This operation is practically instantaneous.
METHOD OF OPERATION
6 . 1) The operator inserts the roll holder into the core of the plastic film roll sliding the aluminum blocks into position and locking them. Puts the roll holder onto the roll support having the opening of the cent refolded film facing operator . Inserts film through the micro perforator (see table 3) if products required perforated film Operator opens film, and places around the work table (one sheet on top, one below). Finally seals the sides of films vertically together .
6.2) Operator inserts an item or group o items into cent refolded film, pushing it or them till the end of the open film
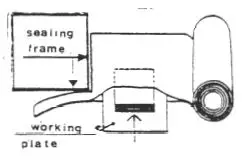
6.3) Operator slides item and film to the left-hand side to the sealing frame Item must be positioned in the right hand bottom corner approx./2″ to 1 inch away from the sealing blades
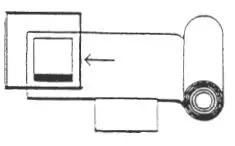
6.4) Operator then closes the plastic chamber pressing on the handle and the seal and shrink operating (or just seal) is automatically carried out and the operator can see the process through the plastic chamber. When the item is well wrapped operator released the handle, and the chamber opens by itself, operation is finished. Operator removes the wrapped products and recommences operation. If the machine is fitted with electro magnetic device, the shrinking time can be set from up to 2 to 4 sec . or more accordingto the requirements of the products. Operator closes plastic chamber pressing on handle for one second; sealing and shrink operations are carried out automatically and chamber will lift itself when operation is over.
FILM SIZE
7.1) According with the dimensions of the products to be packed we can establish the width of the center-folded film as follows: if the product is round we consider the diameter plus the height of the product plus 2 inches (more or less depending on the height of the product).The total amount of these figures gives the roll size . If the product is square or rectangular side plus height plus 2 inches.
THICKNESS OF THE FILM AND COST FOR UNIT :
8.1) According to products and customers needs; cost of each overwrap ping depends on thickness of the film (total surface by weight for sq. m. of the film by price per kilo of the film gives cost per piece) Film car. be chosen in different thickness (i . g . 15-18-20-25-30 etc. micron ) Weight of different type of film and technical data can be sent under request.
ELECTIUC WIRING DIAGRAM
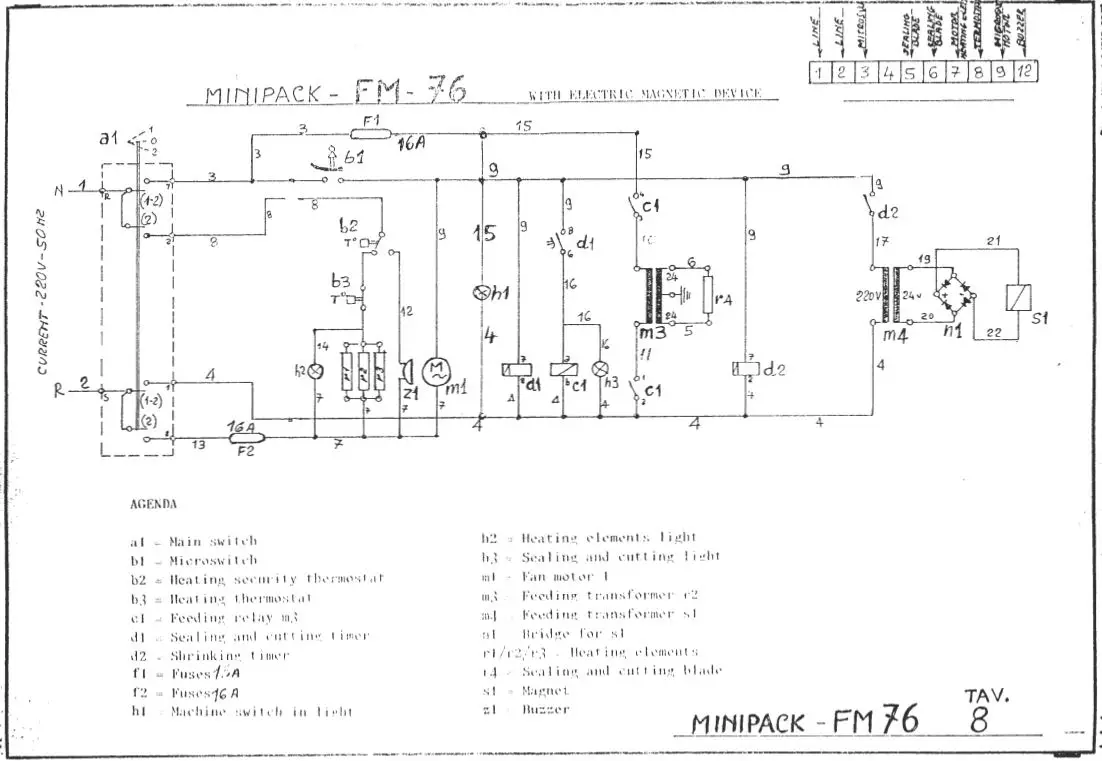
MINIPACK RAS FM 76 I MACHINE
report this ad
[xyz-ips snippet=”download-snippet”]